


Technologie výroby rámců
Kategorie
Nové produkty

Silniční karbonový rám na kolo LightCarbon Super Light Disc Brake s představcem - Super nízká hmotnost! ( 870g/52cm ) - Karbonové vlákno Toray T700+T800+T1000 - Závitová středová konzola T47 - Vnitřní vedení kabelů se specifickým stonkem - Maximální vůle v pneumatikách 700C*32C - Kotoučová brzda s plochou montáží , 140 mm nebo 160 mm - Přední 12*100mm/Zadní 12*142mm pevná osa - 2 roky záruka kvality more

Silniční karbonový rám LightCarbon Super Light Disc Brake s integrovanými řídítky - Super nízká hmotnost! ( 870g/52cm ) - Karbonové vlákno Toray T700+T800+T1000 - Závitová středová konzola T47 - Maximální vůle v pneumatikách 700C*32C - Plochá kotoučová brzda, 140 mm nebo 160 mm - Plně skryté vedení kabelů - Přední 12*100mm/Zadní 12*142mm pevná osa - 2 roky záruka kvality more

LightCarbon Gravel rám s mikrosystémem odpružení a představcem - S Micro Suspension systémem - Se specifickou stopkou pro skryté vedení kabelů - 31,6 mm sedlovka (kompatibilní se sedlovkou) - UDH závěs na zadní přehazovačku - Maximální vůle v pneumatikách 700C*47C nebo 650B*1,95'' - Plochý kotouč 140 mm nebo 160 mm - Přední 12*100mm/Zadní 12*142mm pevná osa more

Silniční celokarbonová paprsková kola s kotoučovými brzdami LightCarbon Butterfly Weave C67DB - Vyrobeno s jedinečnými karbonovými ráfky s motýlkovou vazbou - 28 mm vnější šířka (21 mm vnitřní šířka) - Náboj keramických ložisek C67DB, struktura Rachet 36T - Celokarbonové paprsky LC CS1, super lehké a tuhé - Tělo kazety Shimano 11/12s nebo Sram 12s XDR - 2 roky' záruka kvality more

Butterfly Weave Road Disc Carbon Clincher Ráfky 28mm šířka - Unikátní karbonové ráfky s motýlkovou vazbou - volitelné hloubky 33/38/45/55 mm - 28mm vnější šířka, 21mm vnitřní šířka - Volitelný matný a lesklý povrch - Clincher (připravený pro bezdušové použití) - Určeno pro použití kotoučových brzd - 2 roky záruka kvality --> more

LightCarbon Gravel rám s mikrosystémem odpružení a integrovanými řídítky - S Micro Suspension systémem - 31,6 mm sedlovka (kompatibilní se sedlovkou) - UDH závěs na zadní přehazovačku - Maximální vůle v pneumatikách 700C*47C nebo 650B*1,95'' - Plochý kotouč 140 mm nebo 160 mm - Plně skryté vedení kabelů - Přední 12*100mm/Zadní 12*142mm pevná osa more

Ultralehká a tuhá ráfková brzda LightCarbon Silniční kola s celokarbonovými paprsky - Náboje R65 54T Ráčnový systém, keramická ložiska - Celokarbonové paprsky, super lehké, tuhé a aero - volitelně karbonové ráfky o šířce 25 mm a 28 mm - Připraveno pro bezdušové pneumatiky, vhodné pro pneumatiku 700*25C-45C - 2 roky záruka kvality more
technologie výroby uhlíkových rámů
LIGHTCARBON Výroba rámů pro jízdní kola
SVĚTLO vyrábí a vyvíjí špičkové rámy a doplňky pro jízdní kola z uhlíkových vláken od roku 2016, má bohaté zkušenosti s integrovaným formováním, designem a výrobou různých rámů pro jízdní kola (rámy pro silniční / MTB / elektrické jízdní kola).
Výrobní procesy jsou následující:
Řezání uhlíkových vláken - & gt; předlisek - & gt; formování - zpracování - lepení - primer - testování tuhosti - nanášení - montáž - balení; Lodní doprava
Všechny výše uvedené oddíly mají úplnou kontrolu QC a jsou kvalifikovány do další sekce, viz normy QC Kontrola kvality.
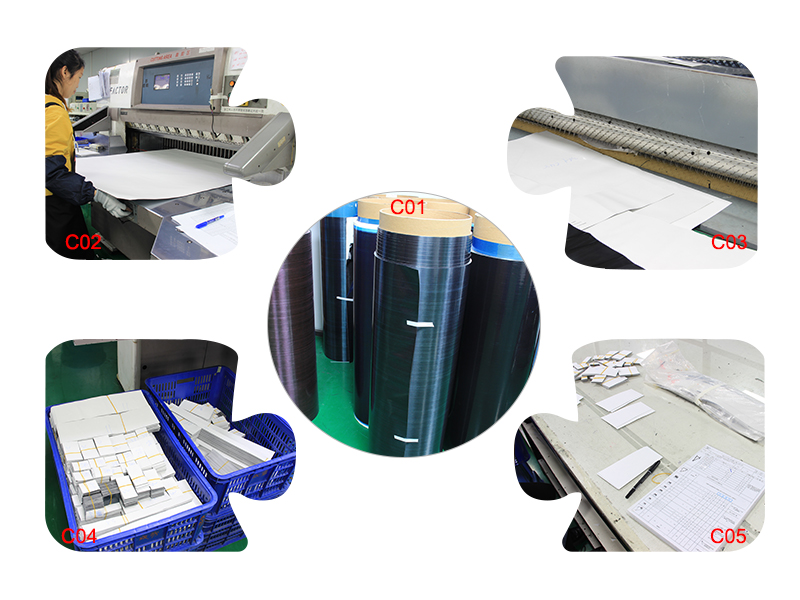
Řezané uhlíkové vlákno
Jak je znázorněno na obrázku C01-C02-C03-C04-C05 níže, všechny látky z uhlíkových uhlíkových vláken by měly být udržovány při konstantní teplotě pod 22-24 stupňů a dokončeny do 10 dnů od použití. Nepoužité materiály by měly být skladovány v mrazničce, teplota mrazničky je mezi 0-5. V této části je uhlíkové vlákno řezáno podle uspořádání a kousky materiálu jsou odděleny a tříděny speciální osobou. Rozvržení normálního rámu je 130-150ks, zřídili jsme komisaře, aby rozdělil všechny kusy do sady profesionálů po transferu pro výrobu produktů, zařízení používaného v této sekci pro automatické řezací stroje, sekací stroje atd ...
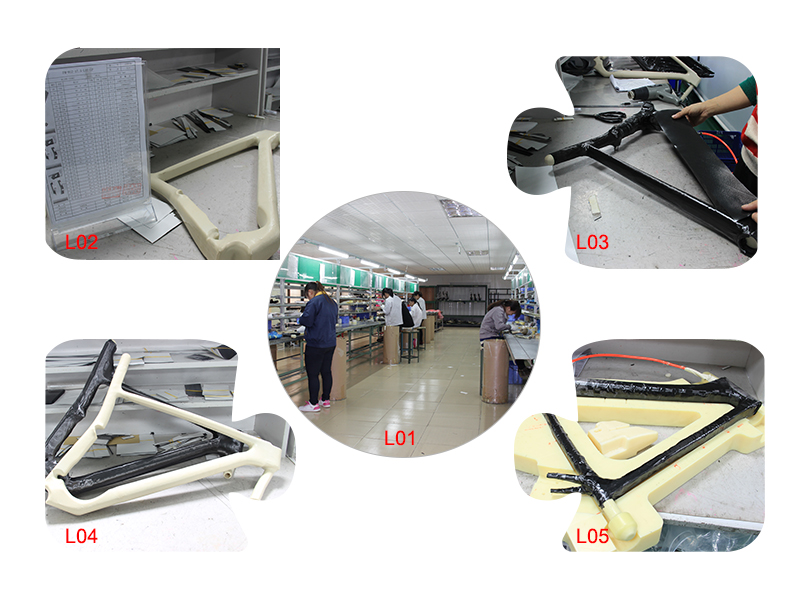
Jako následující obrázek L01-L02-L03-L04-L05 je předlisek velmi důležitým procesem pro produkty z uhlíkových vláken, přímo související s pevností, velikostí, vzhledem atd. ... je snadné vyrobit dobrý produkt z uhlíkových vláken, speciálního materiálu, ale je těžké vyrobit 100 produktů, které jsou přesně jako ty první, proto musí mít přísný provozní personál a QC k poznání SOP a přísné. Všichni operátoři přísně dodržují nastavení vývoje LAY-UP výroby, integrovaná technologie Mandrel plus vakuový provoz, od prvního kroku po 150 kroků uspořádání, poloha listu je pevná, poloha výztuže je posílena a epoxid je vyplněn, vzduchový kanál do formovací formy je předem rezervován a umístěn pro další fázi formovací přípravy. Všechny výrobky týkající se osobní bezpečnosti, používáme prémiový dovoz japonských uhlíkových vláken Japenese Toray jako Toray T700 / T800 / T1000 .
Tvarování této části je nejdůležitější pro výrobky, GO a Ng je v podstatě rozhodnuto v této části, tato část výrobního zařízení je vysoká teplota a vysoký tlak, v tomto zvláštním prostředí je propagace dobrého produktu. Jak je znázorněno na obrázcích A01 a A02 pro tuto část výroby a umísťování formy, obrázek A03 pro automatické otevírání formy na CNC stroji, my sami zadáváme CNC stroj, zkracujeme a zajišťujeme otevírací dobu a kvalitu, A04 pro otevírání plíseň po fyzické. My od R & A; D design-self-forma-production-shipping, jako je sada perfektního procesu.

Obrázek A05 je předem vytvořený produkt 1: 1 umístěn do formy po vysokoteplotním lisování do tabulky, jak je znázorněno na obrázku A06, a zajišťuje, že teplota lisování Taichung je 120 stupňů, vysoký tlak 150 psi, forma by měla být formovány při vysoké teplotě a vysokém tlaku po dobu 1,5 hodiny, pak by forma měla být ochlazena a otevřena pro výrobu, jak je znázorněno na obrázku A07 A08.

Jak je ukázáno na následujícím obrázku K01-k04, tato část pro odstraňování zbytků produktu a řezání přebytečných trubkových procesů, vztahujících se k vrtnému příslušenství. Při řezání přebytečného materiálu z potrubí musí provozovatel přísně dodržovat řezací SOP stanovený ve vývojové sekci, Poté bylo na spojovacích částech potrubních tvarovek provedeno hrubování pískem, aby byla zajištěna přilnavost spodní vrstvy.
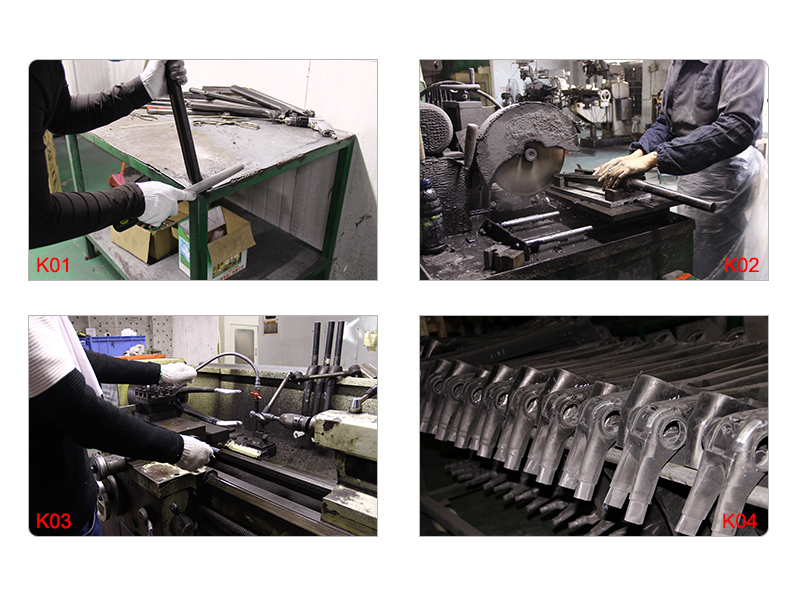
Obrázek K05 ukazuje, že oblast baterií a motorů E-BIKE je zpracována s vysokou přesností. Zařízení je CNC. Protože E-BIKE vyžaduje pro baterii motoru větší montážní náklady, jsou náklady na zpracování také vysoké, obr. K06 je skutečný objekt po CNC obrábění. Je vidět, že obráběcí plocha je stejná bez otřepů a rozměrová přesnost je také vysoká.

Tato část je produktem pro lepení pomocí vysokoteplotního epoxidového vysokoteplotního pečení. Například Q01 je místo před lepením a Q02 je rámec čekající na lepení. Před lepením by měla být každá lepicí část očištěna alkoholem, aby byla zajištěna lepicí síla. Obrázek Q03 Q04 je pro lepení produktu. Provádí se podle SOP. Před lepením musí být všechny hliníkové části očištěny otryskáním. Obr. Q05 je změřit horní placentární polohu speciálního příslušenství pro produkt, aby se zajistila správná placentární poloha po fixaci pečením. Další fixační metody se provádějí podle SOP, obr. Q06 vložte nástroje do pečicí trouby s vysokou teplotou. Doba pečení je 1,5 hodiny. během této doby nelze dvířka trouby otevřít, pokud teplota snižuje pevnost lepidla a rámu.

Obrázek Q07 je kontrola lepené rámové platformy, v souladu s vývojem standardů SOP, pokud chcete porozumět kontrolním položkám, viz. Kontrola kvality .

Rám dobrého produktu je pečlivě vyleštěn a opraven QC, aby byl zajištěn hladký vzhled rámu, tuhá kontrola je prováděna částí QC po jemném dokončení. Účelem inspekce je zkontrolovat, zda na povrchu produktu nejsou praskliny způsobené příliš silným vyplněním půdy. Test je nedestruktivní a provádí se podle Sop stanoveného vývojem.
Testování tuhosti viz Test produktu .
+86-592-6380131
 e-mailem : info@lightcarbon.com
e-mailem : info@lightcarbon.com
 přidat : 4/F, NO.3 Bldg, Longtou Industrial Zone, NO.9 Xingmei Road, Xiamen, 361022, China
přidat : 4/F, NO.3 Bldg, Longtou Industrial Zone, NO.9 Xingmei Road, Xiamen, 361022, China
následuj nás :
zpravodaj
autorská práva © 2024 Lightcarbon Composite Technology Co.,Ltd.všechna práva vyhrazena.

Profesionální tým služby !
 +86-592-6380131
+86-592-6380131 info@lightcarbon.com
info@lightcarbon.com Wendy | LightCarbon
Wendy | LightCarbon +86 18405052114
+86 18405052114









